
400-076-3515
18031233315
18931293760
0312-6787745
18031233315
18931293760
0312-6787745
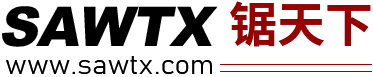
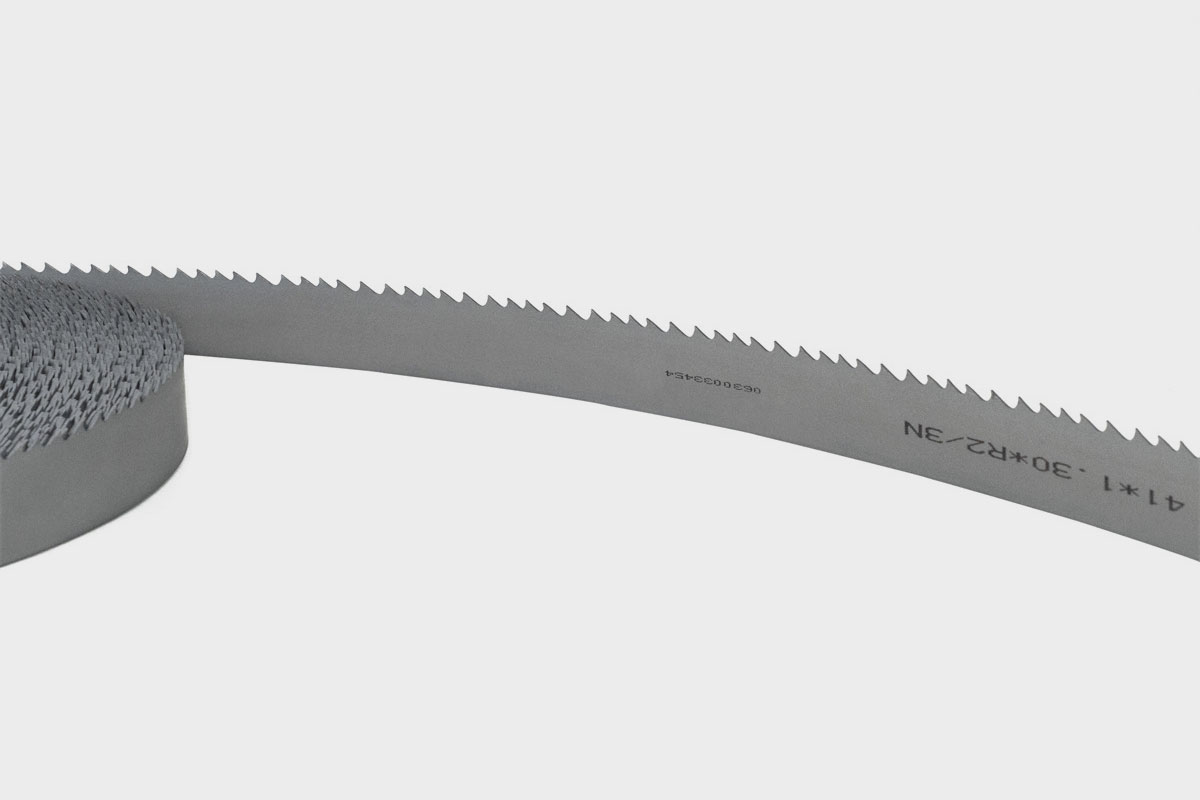
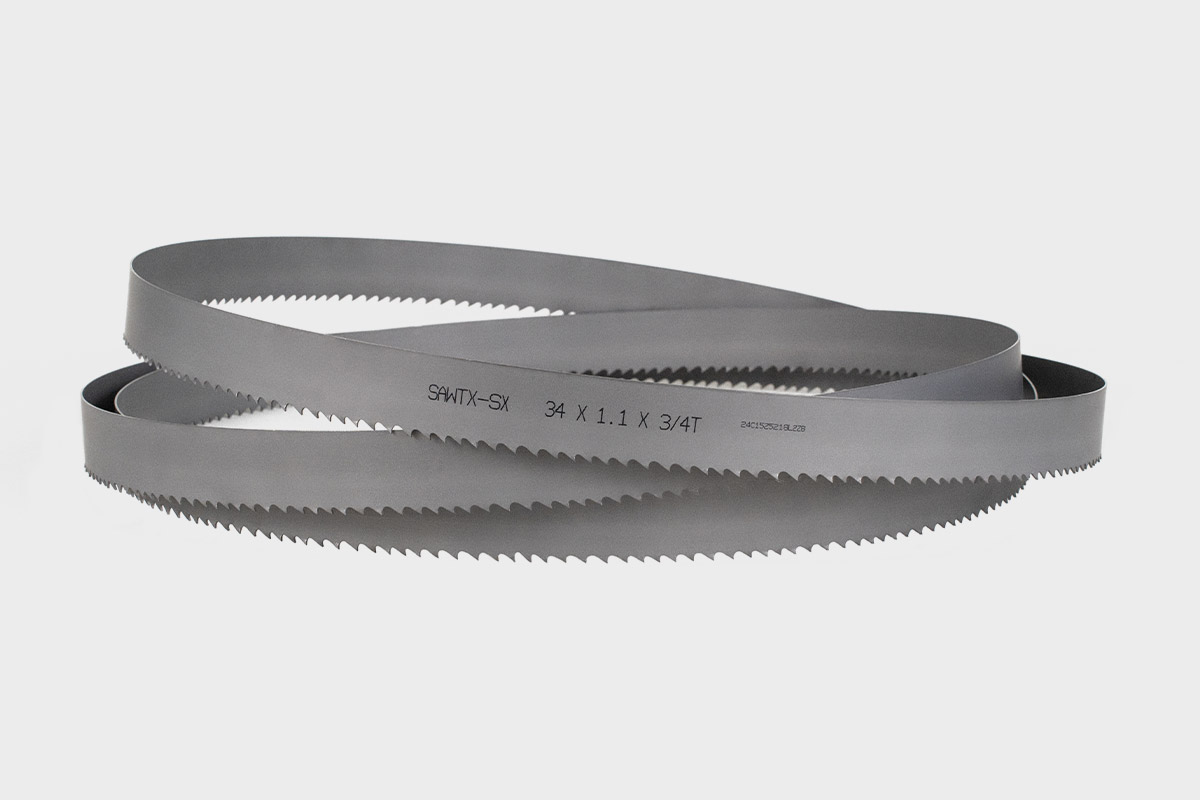
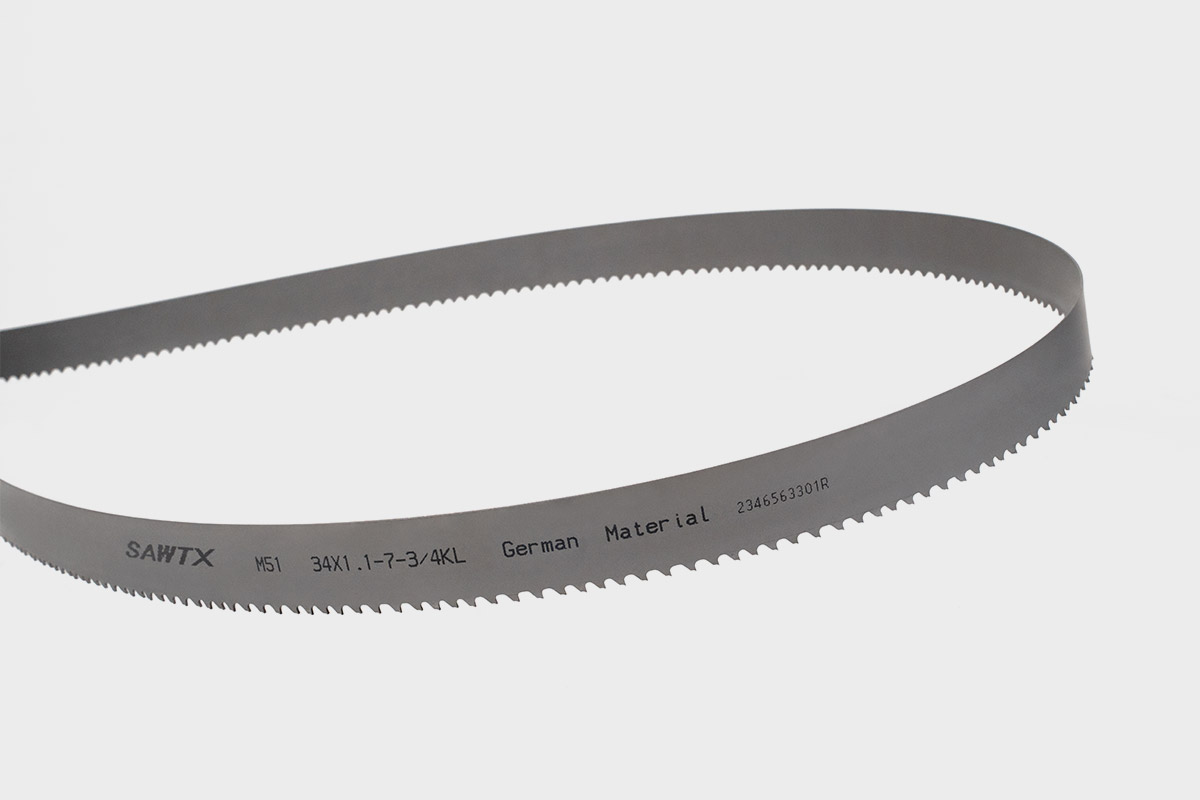
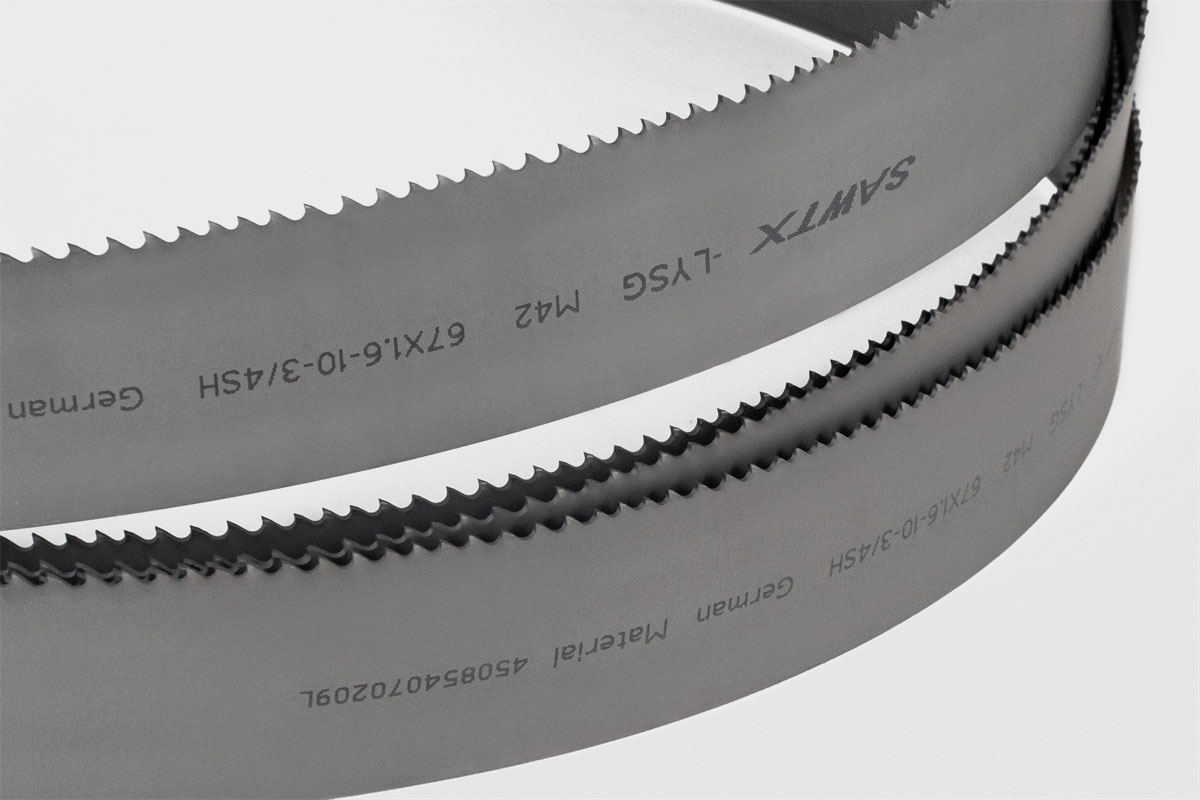
齿刃由M42和M51高速钢制成,齿部具有高硬度及高红硬性;背部具有较高的强度、韧性及良好的抗磨损性。
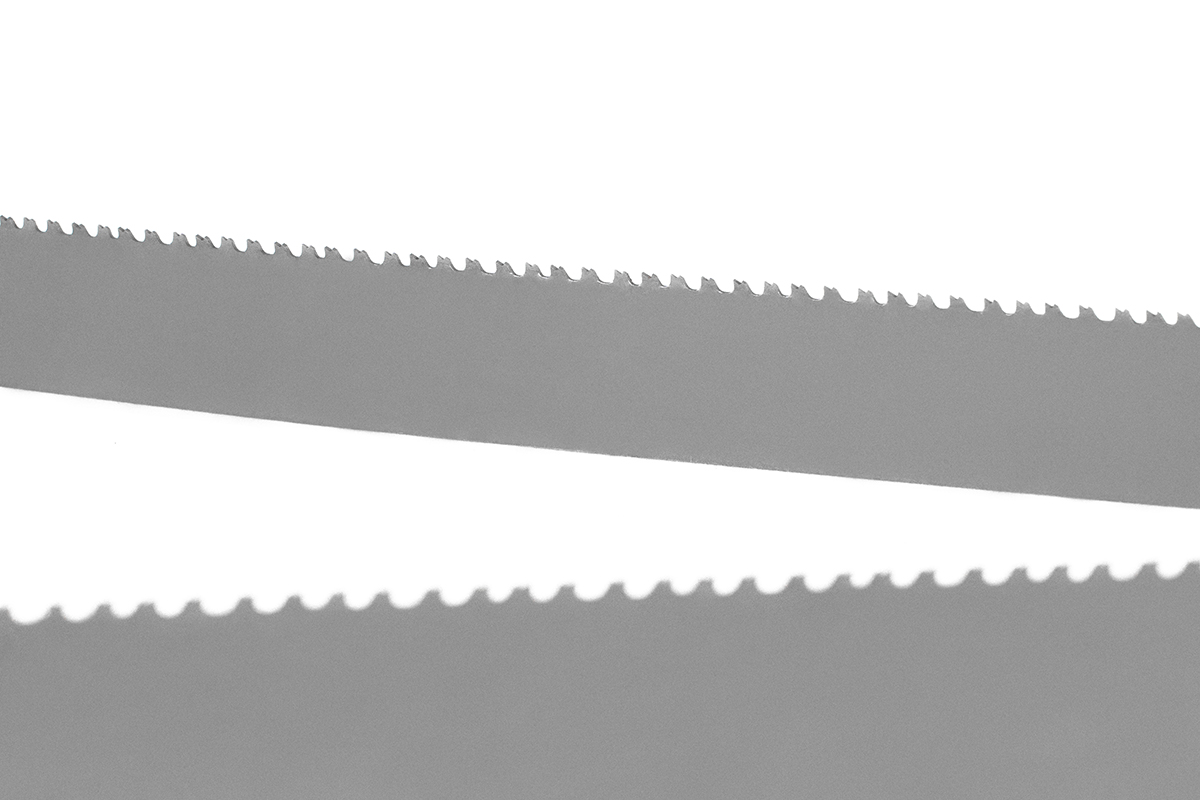
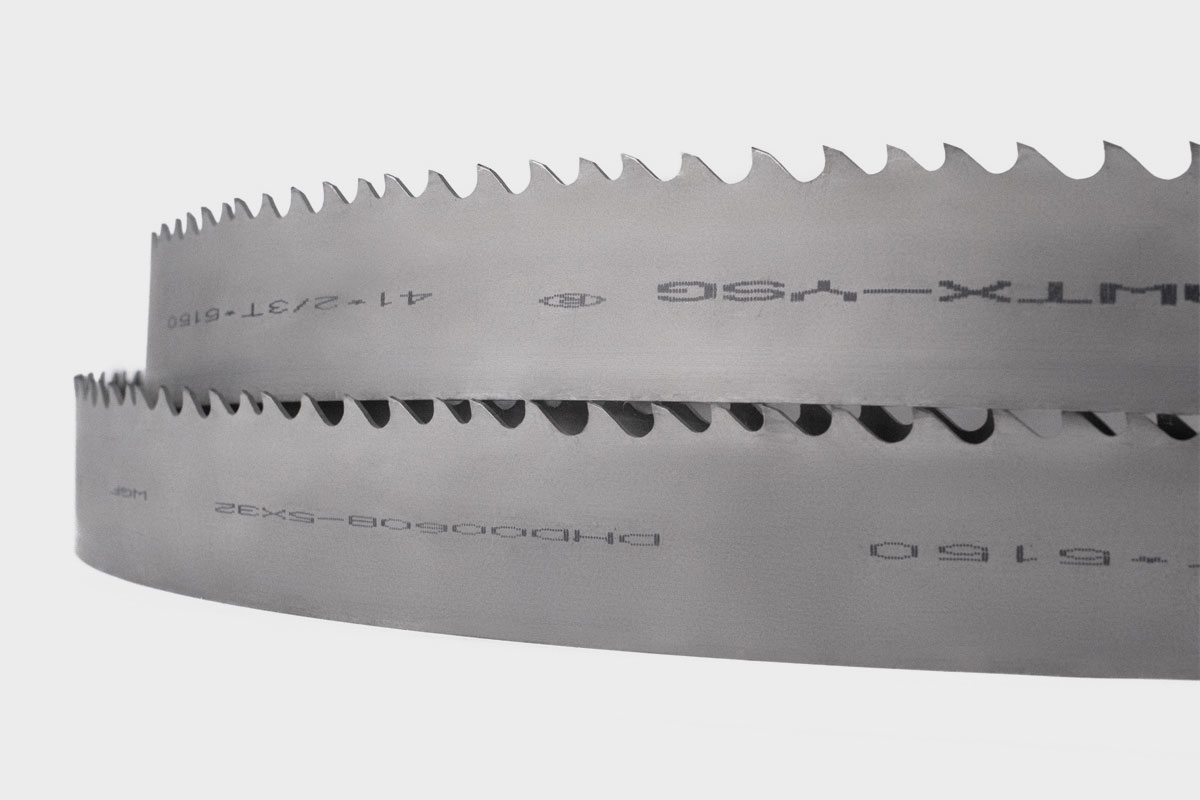
装配硬质合金齿刃,齿尖硬度 1800 - 3800HV,几何锯齿经特别磨削。SAWTX 锯天下硬质合金带锯条为客户提供更佳选择。
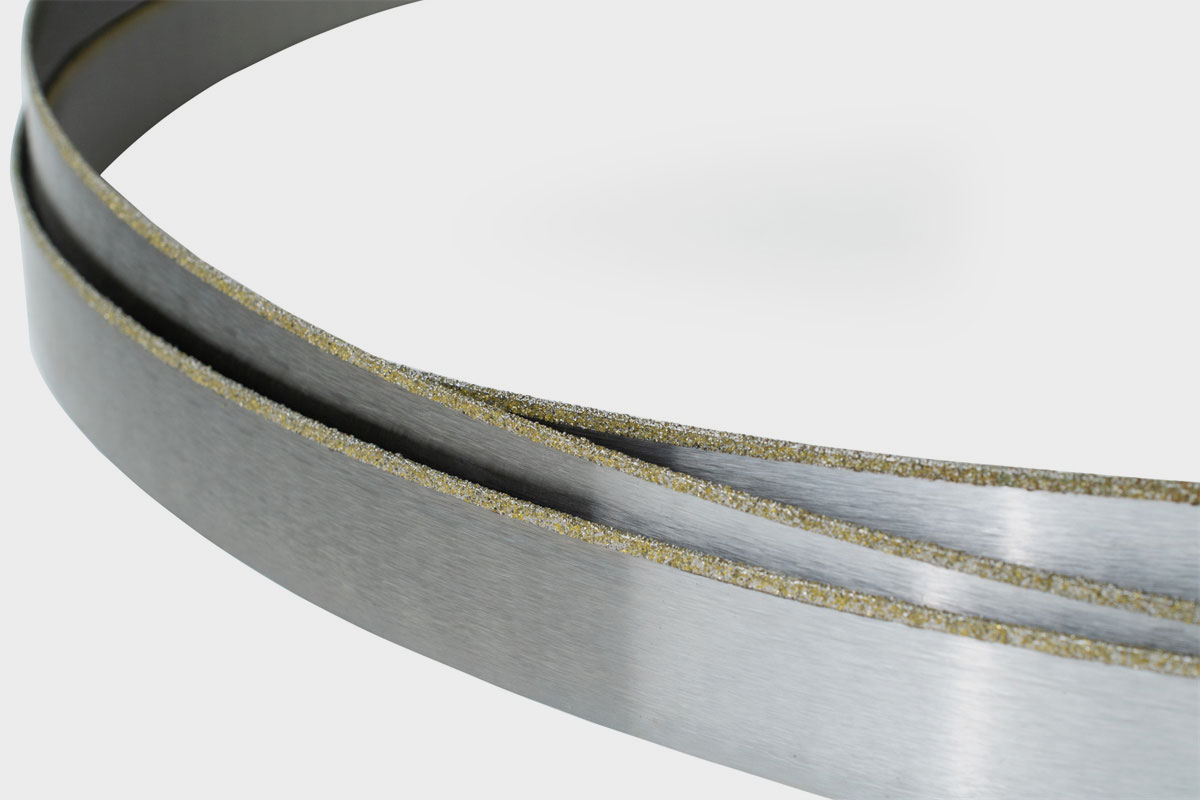
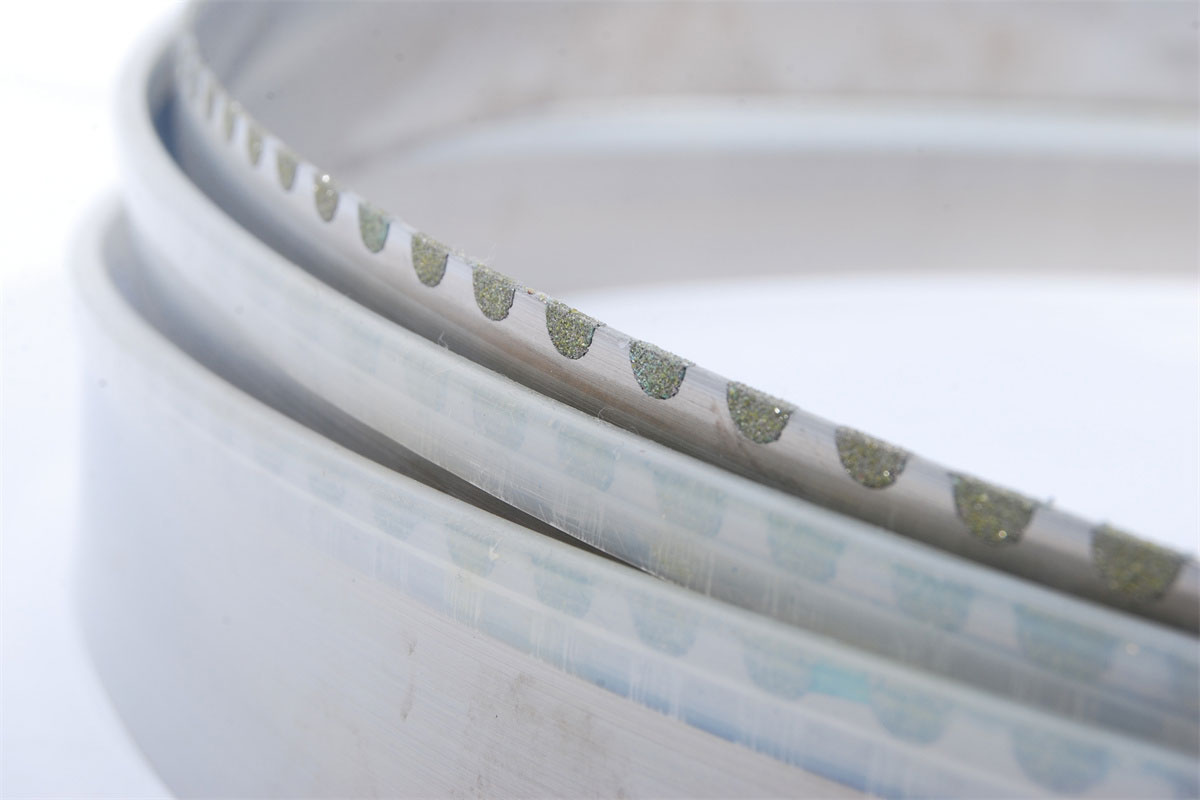
金钢石作为极坚硬的物料,可切分任何材料和合金。SAWTX 锯天下金钢石锯条推荐切削速度为 20m / 秒,适用于各种物料。



SAWTX锯天下 是博野县北方锯业有限公司(原河北锯床厂)旗下带锯条产品官网,到2024年止我们专注锯业行业40年,公司以“高精密度”、“高性价比”为导向对产品进行严格要求。在钢铁重工业、军工制造、模具加工、齿轮轴承生产、汽车工业、锻造、机械制造等领域差异化服务3000多家中外企业。
公司主营双金属锯条、硬质合金锯条、金刚石锯条、木工合金锯条、焊接设备五大系列,公司自主研发生产构建的:高速锯切铝棒、铝锭、发泡铝“SAWTX-SG”双金属带锯条;“YOUJUKCOM优锯库”硬质合金带锯条;“YOUMUYCOM优木原”高速锯切木工合金锯条;“GWANG钢王”;“JIJU迹锯”;“SAWTX锯天下”等自主品牌产品,得到了广大客户的赞赏和好评。

SAWTX锯天下微信公众号

SAWTX锯天下抖音号

北方锯业微信公众号
咨询订购:18031233315 / 18931293760
公司电话:0312-6787762 / 6787745
咨询热线:400-076-3515
技术支持:13903324515
公司网址:www.sawtx.com
公司邮箱:bfjy@hbjcc.com
公司地址:保定市朝阳大街777号

博野县北方锯业有限公司旗下官网

专注锯切行业 合理选配技术

拥有多年行业生产经验

7*24小时专项服务






























 2024-09-27
2024-09-27 首页
首页 电话
电话 锯床
锯床